一、设备概述
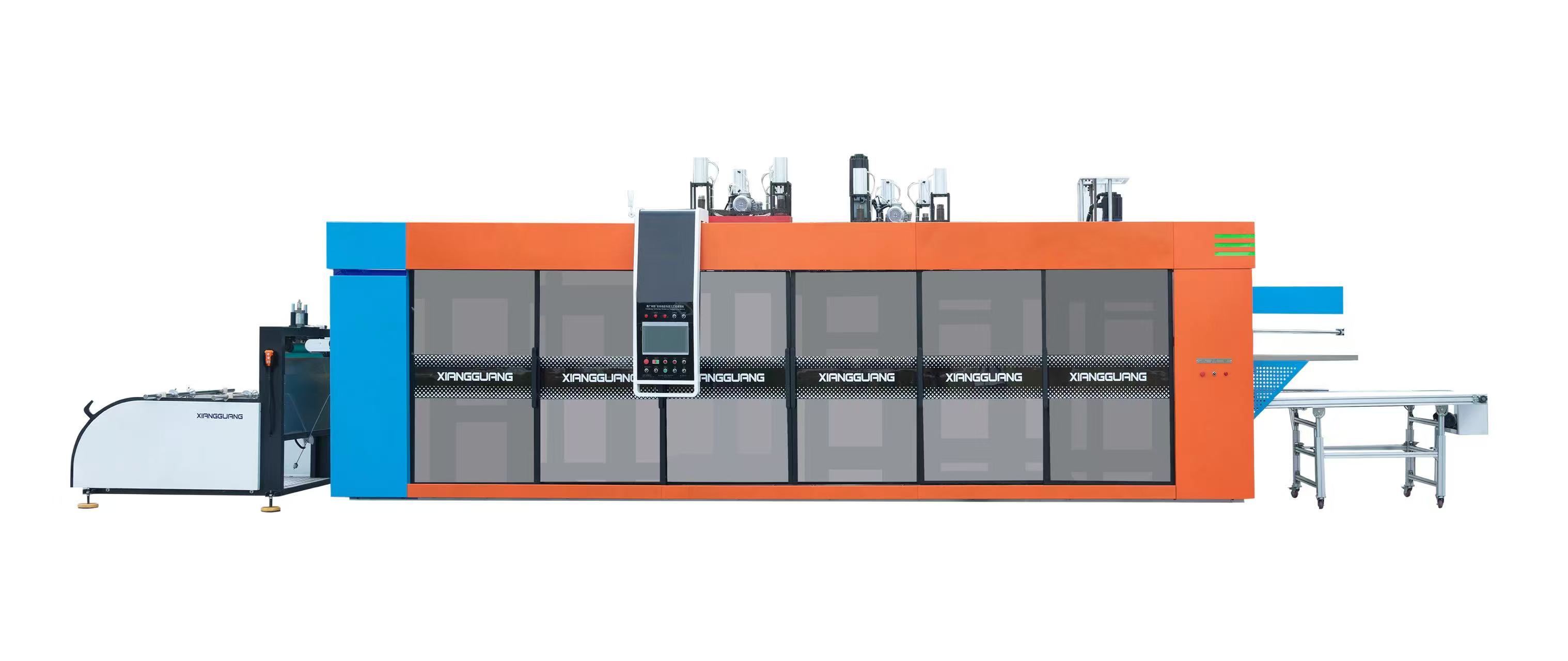
A、特点:XG-A-2-3型高效程控塑料气压热成型机,应用新塑料片材成型工艺技术,是集机、电、气一体化设计,采用微电脑及工控可编程PLC控制,整个系统HMI(人机界面)。方形遂道式进口辐射加热器,凹凸模皆可成型,激光刀片冲切,其工艺流程:加热、成型、冲切、堆垛计数等主体多工位生产线。同时,生产线可同步同时运行,采用时下国外结合国内的成型工艺技术,减少人工、防止二次污染、节省材料、提高产品品质及产品合格率、成倍提高生产效率、操作便捷、可靠性好、功能性强、自动化程度高,用于片材热成型和产品自动冲切一体的自动化生产线。
B、用途:适用于PLA、PS、ABS、PP、PVC、APET、PET、GAG、BOPS...等塑料片材的成型,加工高透明、高拉伸、浅拉伸、圆型、方型、不规则、上下双向拉伸、翻边等产品,生产各种水果盒子、碟、电子托盘、碗、杯盖、工业包装、食品药品包装、化装品包装以及其它包装类等塑料制品。


二、设备工艺流程:
供给片材→输送片材→第一段加热→第二段加热→第三段加热→→成型冷却→裁切→分解堆叠→废料自卷系统
注:共三工位生产线,操作方案:手动/自动一体相互切换作用,手动便于取样、控制参数设置。
三、设备技术描述
A、成型设备由主体结构架、正负压成型系统、温度控制系统、真空系统、加热系统、气控系统、电气及PLC控制系统、冲切系统、产品分解堆垛及边料自动收卷系统等结构组成。
B、设备主体机体:采用方通与槽钢等钢结构型材拼接并焊接而成,用于组装加热、模台成型、模台冲切及辅助装置等。整体钢结构架按照<结构工艺性设计>为主导,所有所涉及到的零部件完全符合:材料优质选择,毛坯生产制作方法,机械加工,热处理,零部件装配,机器操作,机器维护等工艺基础,确保传递与变换运动和力的可动装置具有足够的强度与刚度。所有金属表面经过防锈处理和底层喷涂防锈漆;在结构中采用通用件及标准件,便于后期维护及所有部件更换。
C、模台结构:下面伺服电机凸轮曲臂连杆配硬齿减速机驱动,上面伺服电机凸轮曲臂连杆配硬齿减速机驱动.
D、电气及PLC控制系统/安全设施
◇ 电气控制系统采用PLC集成模块控制,以工业触控显示器作为HMI(人机界面),采用中文界面。机器上具有包括按钮操作和所有工序参数的设置和修改,使设备易于操作和维护。
◇ 整机工作方式分为手动/自动,所有设置功能操作在触控显示器上实现;当操作人员将材料放置好后按自动启动设备完成一次整个流程成型工艺,直到料仓里的材料加工生产完毕;手动主要用于换模或起样控制。
◇ 系统设置多项保护措施,各有可能相互碰撞的动作均设有连锁与闭环控制保护。
◇ 安全门防护密封设计,采用手动扣位打开,手动锁紧,防护门里安装有安全光栅,提高设备安全系数,确保人员与财产安全。
◇ 配电柜内含有保护回路,包括过流、过压、欠压、短路和过载保护等。加热元件具有熔芯保护。对于可能对系统或工件造成危害的安全问题,都有警示标识或备注文字说明。控制箱内预留10%空间以便今后更改,电柜安装带滤网及防护冷却风扇。
◇ 所有不可移动的电缆和电源箱外的电线都隐藏在电缆槽内,便于打开修理,如果在这一点上无法办到时,选用软管固定。
◇ 设备前、中、后安装有多个点“紧急停止”按钮,“紧急停止”强制切断设备的电源,以便在“紧急停止”时无危险情况出现。
四、技术参数
项序 | 术语名称说明 | 技术参数 |
1 | 成型模具面积 | 620mm×750mm |
2 | 成型模具面积 | 320mm×360mm |
3 | 片材 | 790mm |
4 | 片材 | 400mm |
5 | 成型高/深度 | 凹凸模130mm(但有时会因成品形状受到限制) |
6 | 材料厚度 | 0.15—2.0mm |
7 | 片材料卷径 | 1000mm(500kg) |
8 | 成型模具开合行程 | 上150mm*1下150mm*1 |
9 | 裁切模具开合行程 | 上150mm*1下150mm*1 |
10 | 裁切模具升降行程 | 50mm |
11 | 裁切力 | 80T(小于或等于9米刀线长) |
12 | 堆叠工作站 | 3.0kw台湾台达伺服电机,堆叠采挂点快速向下桶叠工作方式。 |
13 | 冷却方式 | 模具内通循环高压水冷却 |
14 | 客户端气源(外配) | 供气量≥5.5m3/min 气压0.6~0.8Mpa |
15 | 电源接入 | 380V/50HZ(三相五线) |
16 | 设备总功率 | 150KW(正常生产使用功率约:30-80KW) |
17 | 设备总重量(参考) | 11.2T(不含模具,模具客户自备) |
18 | 外形尺寸 | 10500×1900×2800mm(供参考) |
19 | 工作效率 | 4-45模次/min(视产品情况而定) |
20 | 成型工作站 | 下面伺服电机凸轮曲臂连杆配硬齿减速机驱动,上面伺服电机凸轮曲臂连杆配硬齿减速机驱动.钢板焊接平台. |
21 | 裁剪工作站 | 下面伺服电机凸轮曲臂连杆配硬齿减速机驱动,上面伺服电机凸轮曲臂连杆配硬齿减速机驱动直接冲切。 |
22 | 模具温度监控 | 温度表显示模具实际温度,实时把握产品品质和生产效率。 |
23 | 价值定位 | A.集成的成型、冲切、堆叠,处理更顺畅,能源消耗更低。 |
|
| B.成型及裁切站使用牢固的力学结构,配用滚柱轴承的曲臂保证成型,裁切。 |
24 | 成型和裁剪工作站 | 涨开T形模台设计,上模带有快速装卸模具装置,方便安全快速便换模具. |
25 | 成型方式 | 正负气压+伺服拉伸热成型 |
26 | 伺服拉伸系统 | 上成型工作台带有独立伺服电机驱动的辅助注塞拉伸头,可以让您更灵活的调整生产工艺,得到好品质的产品。 |